冬から春にかけて公私共に忙しく、ブログそっちのけw
アクセサリー作りを題材にしての調整と修練、とでも言うか?
CNCの試行錯誤も1月が過ぎるころには一段だった。
程なくして、父親が約一年の闘病の末に百歳越えの大往生となり、
長男で施主の小生はやることも盛り沢山(^^!
やがて雪解けの時期、嬉しいことにコヤツPSF550 CNCの活躍する機会が巡ってきた。
実は想定される受注に対応すべくCNC化に踏み切った訳で、
正直言って「何とか間に合った」って感じ。
概ね思惑通りとも言えるわけだけれど、
後は、考案して設計製作したソレの受注がボチボチ続くことを願うのみ。
一昨年、某機械メーカーからの依頼で開発を始め、設計と試作を繰り返し、
やっと完成したコンプリート部品なので、ある程度の成果が欲しい。
何より投資分を早いとこぺーしたい。

数種類ある部材の一つは、厚さ9mmの平鋼(ミガキ)から二枚のL字形を切り出し、
ついでにピン穴も開けてしまうというもの。
ドリルによる穴加工と違い、ピンとの寸法交差まで加工できてしまうので嬉しい。
、、のでは、あるけれど、
あれこれ削って調整を重ねて来たとは言え、たやすく順調にこなせるものではなかった。
細かな問題に都度ブチ当って約一ヶ月間、試作の不完全さが見つかったり。
日夜悪戦苦闘、寝不足続きの末にやっと順調な稼働と製作に漕ぎつけたのが実情。
ホッとしたところで、忌々しく飛び散る切粉が気になりだし、
兼ねてより掲げているスローガンを意識しだした。
「こころがけよう!簡単掃除のズボラな工夫!」
フライス盤の切削作業も、その切粉の厄介さは尋常ではない。
以前から、ビニールカーテンを取付てはいるけれど更に欲を出し、
残り物のカイダック板で、このワーク専用とも言える受け皿を、チョイチョイと・・。
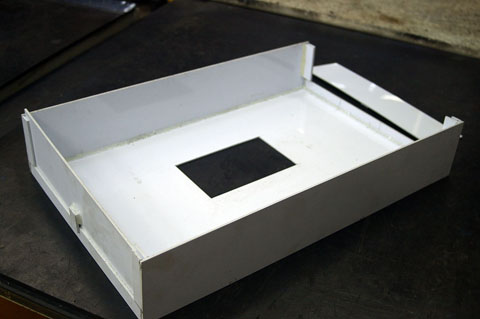
刃とワークの距離を開けなくても出し入れできるように、側面はハメ込み式。
ドライ加工でもいけるけれど、刃の寿命を延ばすために切削油を手掛けするので、
これなら油まみれの切粉でも後始末しやすい。

切粉の始末も楽になり順調に稼働して余裕が出てくると、
それまで慣れでカバーしていた事も気になりだして、更に贅沢になってきたw
”テパ”が欲しい。
手動パルスジェネレーターってやつで、いわゆるマニュアル操作のリモコン。
今までは、パソコンのキーボードのカーソルキーを使っていたけれど、
使い勝手が良さげな、テパが欲しいという願望は、実のところ早くからあった。
しかし、これがまた数万円もかかるので時期相応では無いと我慢していたのだが、
「アレなんか、どうよ?」と思いついたのが、テンキーパッド。
具体的な根拠はなかったけれど何せ安いので、「なんだか、いけそーな気がするぅ」
けっこうイイカゲンな思いつきで買ってみた。

するって~と、どうでしょう。
使われるのを待ってました、という感じのベストマッチなあんばい!
ポンと繋いで ナンモシナイデ ス~イスイ🎵
X軸とY軸は数字キーの矢印の通り。
Z軸は+と-で、動きもその通り。
その他のキーもショートカット操作にバッチリで、なんでもっと早く・・
と、相変わらずヌケてる自分に、、頭ポリポリw

これでまたひとつ便利になった。
ささやかながら一応のCNCマシンは、連日すこぶる快適。
あちこち壊れないよう願いたい。
写真の一例は、タブ替わりに捨て板を兼ねた固定治具が厚さ9mmで素材と同寸の平鋼。
6mmの板を6Φの超硬スクエアエンドミル1800rpmで深さ0.7mmの溝切り加工。
13pass を繰り返すことになり、f=200で約50分
セッティングを含め約60分で一組(二枚)の部材が出来る。