|
|
|
|
Nov 1, 2022
テーマ:建築業界応援!(1038)
カテゴリ:建築士受験!!
構造文章編第8回(鉄骨造-4(接合2)) 建築士試験に独学で挑戦する方のために、過去問を使って問題の解き方・ポイント・解説などを行っています。 過去問約20年分を1肢ごとにばらして、出題の項目ごとに分けてまとめています。1,2級両方載せていますので、1級受験の方は2級問題で慣らしてから1級問題に挑戦。2級受験の方は、時々1級の過去問題からも出題されますので参考程度に1級問題を見ておくと得点UPが狙えます!! 全科目終わるには先の長い話ですが、勉強の参考になると嬉しいです! 構造-12 構造の問題は大きく構造力学(計算問題)と各種構造・建築材料(文章問題)に分かれます。ここでは、計算問題と文章問題を交互に紹介していきます。 構造(文章)8.鉄骨造-4(接合2) 今回は、溶接に関しての問題です。 (問題は、一部修正しているものもあります。) **************************************************** 問題 □ 鉄骨造-接合2 溶接 2級 1 部分溶込み溶接は、繰返応力を受ける箇所に使用することができる。(2級H15) 2 構造計算に用いる隅肉溶接のサイズは、一般に、薄い方の母材の厚さを超える値と する。(2級H16,H21,H30) 3 応力を伝達すべき溶接継目の形式は、一般に、「完全溶込み溶接」、「すみ肉溶接」 及び「部分溶込み溶接」である。(2級H16) 4 構造計算に用いる完全溶け込み溶接の溶接部の有効面積は、(溶接の有効長さ)×(有効 のど厚)により算出する。(2級H16) 5 完全溶け込み溶接は、全長にわたり断続しないように溶接する。(2級H16) 6 一つの継手に「完全溶け込み溶接」と「隅肉溶接」を併用するときは、各溶接継目の許 容耐力に応じて、それぞれの応力の分担を決定することができる。(2級H16,H22) 7 応力を伝達する重ね継手の溶接には、原則として、2列以上のすみ肉溶接を用いる。 (2級H17,R02) 8 柱梁接合部において、応力集中による部材の破断を避けるために、スカラップを設けな い方法を採用した。(2級H18,H19,H21) 9 エンドタブは、突合せ溶接の始端部・終端部における欠陥の発生を避けるために設ける。 (2級H18) 10 重ね継手のすみ肉溶接において、溶接する鋼材のかど部には、まわし溶接を行ってはな らない。(2級H18,H22,H26) 11 側面すみ肉溶接の有効長さが、すみ肉溶接のサイズの30倍を超える場合には、応力の不 均等分布を考慮して、許容応力度を低減する。(2級H18) 12 溶接線を軸とする曲げが作用する部位には、片面溶接による部分溶込み溶接を行っては ならない。(2級H18) 13 金属疲労を生じるような荷重が作用せず、かつ、応力伝達等に支障のないことを確認し たので、エンドタブを除去せずにそのまま残した。(2級H19) 14 異種の鋼材を溶接する場合における接合部の耐力は、接合される母材の許容応力度のう ち小さい方の値を用いて計算する。(2級H20,H22,H23,H26) 15 構造耐力上主要な部分の溶接は、板厚・溶接方法・溶接姿勢等に応じた適切な有資格者 によって行う。(2級H20) 16 溶接継目ののど断面に対する許容応力度は、溶接の継目の形式に応じて異なる値を用い る。(2級H21) 17 構造計算に用いる隅肉溶接の溶接部の有効面積は、(溶接の有効長さ)×(有効のど厚)に より算出する。(2級H21) 18 部分溶込み溶接は、繰返し荷重の作用する部分に使用することができない。(2級H21) 19 溶接接合を行う場合、スカラップは、溶接線の交差を避けるために設ける。 (2級H24,H28) 20 完全溶け込み溶接を鋼材の両面から行う場合においては、先に溶接した面の裏側から溶 接部分の第1層を削り落とすことを、裏はつりという。(2級H24) 21 構造計算に用いる隅肉溶接の溶接部の有効面積は、(溶接の有効長さ)×(薄い方の母 材の厚さ)により算出する。(2級H24) 22 隅肉溶接における溶接継目ののど断面に対する許容引張応力度は、突合せ溶接による溶 接継目の許容引張応力度の1/√3倍として計算した。(2級H25,H28) 23 溶接接合において、荷重の偏心によってルート部に引張応力が生じるので、片面溶接に よる部分溶込み溶接ではなく、完全溶け込み溶接とした。(2級H25) 24 一つの継手に「突合せ溶接」と「隅肉溶接」を併用する場合、それぞれの応力は、各溶 接継目の許容耐力に応じて分担させることができる。(2級H25,H28,R02) 25 柱梁接合部において、スカラップは、応力集中により部材の破断の原因となることがあ るので、ノンスカラップ工法が推奨されている。(2級H26) 26 隅肉溶接の有効長さは、まわし溶接を含めた溶接の全長からすみ肉サイズの2倍を減じ て算出する。(2級H27) 27 構造計算に用いる隅肉溶接の溶接部の有効面積は、(溶接の有効長さ)×(隅肉のサイ ズ)により算出する。(2級H27) 28 溶接継目ののど断面に対する短期許容引張応力度は、長期許容引張応力度の1.5倍であ る。(2級H27) 29 構造計算に用いる隅肉溶接の溶接部の有効のど厚は、一般に、すみ肉サイズの0.7倍であ る。(2級H29,R04) 30 応力を伝達する隅肉溶接の有効長さは、一般に、すみ肉サイズの10倍以上で、かつ、 40㎜以上とする。(2級H29,R03) 31 隅肉溶接においては、一般に、接合しようとする母材間の角度が60度以下、又は120度 以上である場合、溶接部に応力を負担させてはならない。(2級H30) 32 重ね継手において、かど部で終わる側面隅肉溶接又は前面隅肉溶接を行う場合、連続的 にそのかどをまわして溶接し、回し溶接の長さは、すみ肉サイズの2倍を原則とする。 (2級R01) 33 構造計算に用いる隅肉溶接の溶接部の有効のど厚は、一般に、すみ肉サイズの1/2とす る。(2級R01) 34 片面溶接による部分溶込み溶接は、荷重の偏心によって生じる付加曲げによる引張応力 がルート部に作用する箇所には使用しない。(2級R02) 35 溶接接合部において、すみ肉溶接のサイズは、一般に、薄い方の母材の厚さ以下とする。 (2級R03、R04) 36 一つの継手に普通ボルトと溶接とを併用する場合は、ボルトには初期すべりがあるので、 全応力を溶接で負担する必要がある。(2級R04) 溶接 1級 1 隅肉溶接のサイズは、母材の厚さが異なる場合、一般に、薄いほうの母材の厚さ以下と する。(1級H15) 2 部分溶込み溶接ののど断面に対する許容せん断応力度は、完全溶け込み(突合せ)溶接 の場合と同じとした。(1級H16) 3 溶接部の非破壊試験において、放射線透過試験、超音波探傷試験、磁粉探傷試験、浸透 探傷試験のうち、内部欠陥の検出には、磁粉探傷試験が適している。(1級H22) 4 片面溶接による部分溶込み溶接は、継ぎ目ルート部に曲げ又は荷重の偏心によって生じ る付加曲げによる引張応力が作用する箇所には使用してはならない。(1級H22) 5 予熱は、溶接による割れの防止を目的として、板厚が厚い場合や気温が低い場合に行わ れる。(1級H22) 6 隅肉溶接部の有効断面積は、「溶接の有効長さ」×「有効のど厚」により求める。 (1級H22,H25) 7 溶接継目ののど断面に対する長期許容せん断応力度は、溶接継目の形式が「突合せ」の 場合と「突合せ以外のもの」の場合では同じである。(1級H19) 8 引張力を受ける箱型断面の上柱と下柱を工事現場で溶接する場合、工場で取り付けた裏 当て金を用いて、突合せ溶接とする。(1級H19) 9 溶接ひずみ及び残留応力が小さくなるように設計した。(1級H20) 10 すみ肉溶接の有効長さは、まわし溶接を含めた溶接の全長から、すみ肉のサイズの2倍 を減じたものとした。(1級H20,H24) 11 すみ肉溶接の継目ののど断面に対する短期許容応力度は、接合される鋼材の溶接部の基 準強度Fに等しい値とした。(1級H20,H26) 12 溶接金属の機械的性質は、溶接条件の影響を受けるので、溶接部の強度を低下させない ために、パス間温度が規定値より高くならないように管理した。(1級H20) 13 開先のある溶接部の両端においては、健全な溶接の全断面が確保できるようにエンド タブを用いた。(1級H20) 14 継手にリベットを使用した既存建築物に増築を行うに当たって、既存部分の継手を溶接 により補強する場合、既存のリベットは既存部分の固定荷重を支えるものとして利用し、 増築部分の固定荷重及び積載荷重による応力は溶接によって伝える併用継手として設計 した。(1級H18) 15 柱梁接合部のH型断面梁端部フランジの溶接接合において、変形性能の向上を期待して、 梁ウエブ部にスカラップ設けないノンスカラップ工法を用いた。(1級H18,H26) 16 図は鋼板の突合せ溶接(完全溶け込み溶接)を模試的に表したものである。次の記述の うち、最も不適当なものはどれか。(1級H21)  1 図の溶接金属は、溶接材料から溶接部に移行した溶着金属と溶接部の中で母材が溶 融した部分からなる。 2 図の(a)の部分は、熱影響部と言い、溶接などの熱で組織、冶金的性質、機械的 性質などが変形を生じた、溶融していない母材の部分である。 3 図に示した方法の溶接部の許容引張応力度は、鋼種に応じた溶接材料を用いた場合、 母材の許容引張応力度と同じとすることができる。 4 図の溶接方法のJISにおける記号は、 17 梁フランジを通しダイヤフラムに突合せ溶接する場合、梁フランジは、通しダイヤフラ ムを構成する鋼板の厚みの内部で溶接しなければならない。(1級H25,R01) 18 溶接金属の機械的性質は、溶接条件の影響を受けるので、溶接部の強度を低下させない ために、パス間温度が規定値より高くなるように管理した。(1級H23) 19 被覆アーク溶接によるレ形又はK形開先の部分溶込み溶接の場合、有効のど厚は、開先 の深さ全部とすることはできない。(1級H24) 20 ビードの長さが短い溶接においては、溶接入熱が小さく冷却速度が速いため、靭性の劣 化や低温割れを生じる危険性が少なくなるので、組立溶接はショートビートとするほう がよい。(1級H24) 21 溶接金属の機械的性質は溶接施工条件の影響を受けることから、溶接に当たっては、溶 接部の強度を低下させないために、パス間温度が規定値より小さくなるように管理する。 (1級H30) 22 溶接継目ののど断面に対する長期許容せん断応力度は、溶接継目の形式が「完全溶け込 み溶接の場合」と「隅肉溶接の場合」とで同じである。(1級H30) 23 柱梁接合部の梁端部フランジの溶接接合においては、梁ウエブにスカラップを設けない ノンスカラップ工法を用いることにより、塑性変形能力の向上が期待できる。 (1級H30,R04) 24 組立溶接において、ショートビート(ビードの長さが短い溶接)は、冷却時間が短いこ とから、塑性変形能力が低下する危険性や低温割れが生じる危険性が小さくなる。 (1級H30) 25 強度の異なる鋼材を突合せ溶接する場合、強度の高い方の鋼材に対応した溶接材料、 溶接条件とすることにより、溶接部の許容応力度は、強度の高い方の鋼材と同じ許容応 力度とすることができる。(1級R01) 26 基準強度が同じ溶接部について、完全溶け込み溶接とすみ肉溶接におけるそれぞれのの ど断面に対する許容せん断応力度を、同じ値とした。(1級R03) 27 通しダイヤフラムに溶接する梁フランジのエンドタブとして鋼製タブを使用した場合は、 終局状態において塑性ヒンジを形成していない部位であれば、エンドタブを切断しなく てもよい。(1級H28) 28 パス間温度が規定値以下となるように管理すれば、溶接施工時の低温割れを防止するこ とができる。(1級H28) 29 突合せ溶接部において、母材の種類に応じた適切な溶接材料を用いる場合、溶接部の許 容応力度は母材と同じ値を採用することができる。(1級H28) 30 溶接するに当たっては、溶接部の強度を低下させないために、入熱量及びパス間温度が 規定値より小さくなるように管理する。(1級R04) *************************************************** 解説 □ 鉄骨造-接合2 溶接 ① 溶接部の用語  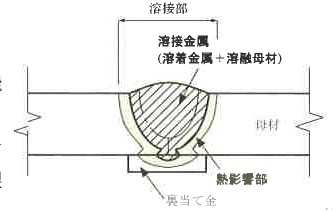 ② 溶接記号 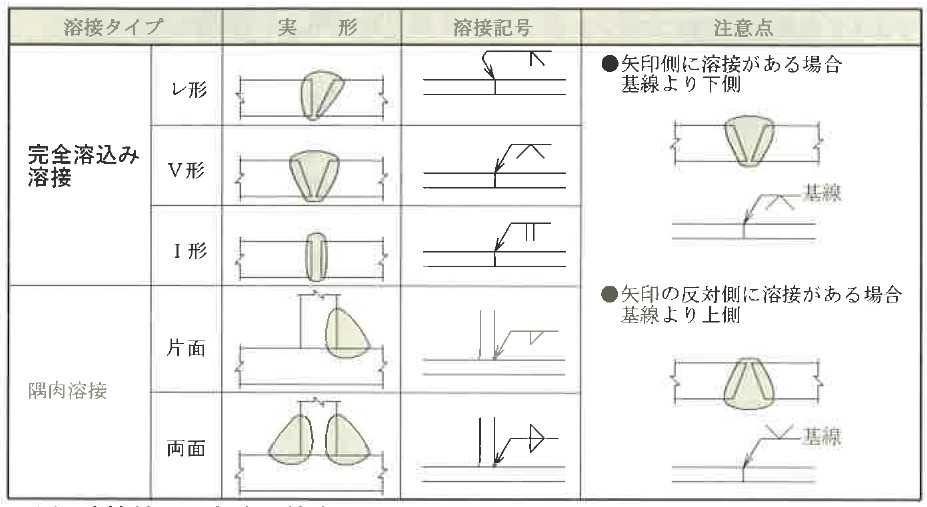 ③ 応力を伝達する溶接継目は、完全溶け込み溶接、隅肉溶接、部分溶込み溶接に大別される。 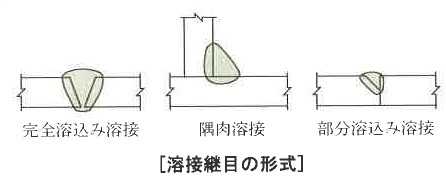 ④ 溶接継目の許容耐力=(溶接部の有効断面積)×(溶接継目の許容応力度)、ここで、溶接部の有効断面積=(溶接部の有効長さ)×(有効のど厚)にて求める。 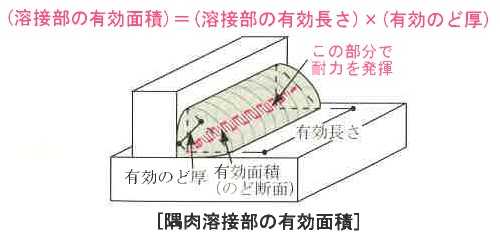 ⑤ 溶接継目の溶接部の有効断面(のど断面)に対する許容応力度は、せん断応力度を除き、溶接継ぎ目の形式に応じて異なる値を用いる。 突合せ溶接(完全溶け込み溶接及び部分溶込み溶接)は、母材の許容応力度と同じ、突合せ以外(隅肉溶接)は母材の許容せん断応力度と同じとする。(鋼材等の性質1参照) 短期は長期の1.5倍。 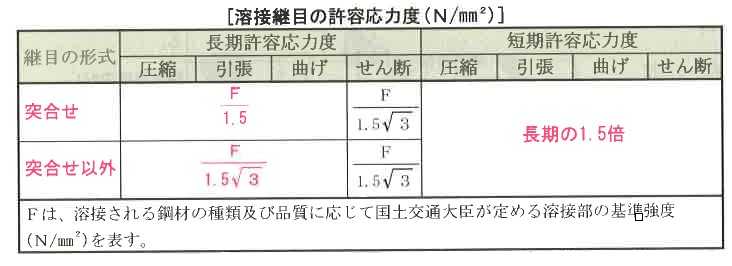 ⑥ 一つの継手に2種類以上の溶接を併用する場合、各溶接継目の許容耐力に応じて、それぞれの応力の分担を決定することができる。 異種鋼材を溶接する場合、接合部の耐力は、母材の許容応力度のうち、小さい方の値を用いて計算する。 ⑦ 完全溶け込み溶接は、すべての応力を伝達することができるので、全長にわたり断続しないように溶接しなければならない。また、溶接の始端、終端部に生じやすい溶接欠陥が、母材幅内に生じないようにエンドタブを設ける。エンドタブは、応力伝達上問題がなければ、残したままとしてよい。 ⑧ 完全溶け込み溶接は片側から溶接する場合、溶着金属が下に流れ落ちないように、裏面に裏当て金を用いる。鋼材の両面から行う場合(裏当て金を用いない場合)は、先に溶接した面の裏側から溶接部分の第1層や、不良部分を削り落とす、裏はつりを行った後に再溶接する。 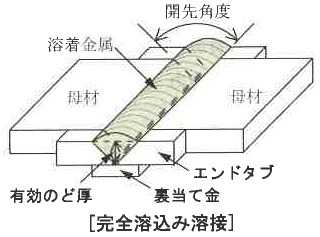 ⑨ 部分溶込み溶接は、せん断力のみを受ける場合及びのど断面に均等に引張力を受ける場合に使用できる。繰返応力の作用する箇所、片面溶接で継目のルート部に溶接線を軸とする曲げ又は、荷重の偏心による付加曲げによって生じる引張力が作用する場所には、使用できない。 ⑩ 被覆アーク溶接によるレ形又はK形開先部の部分溶込み溶接の場合は、開先底部まで十分に溶込みが期待できないので、有効のど厚は、開先の深さより3㎜を差し引いた値とする。 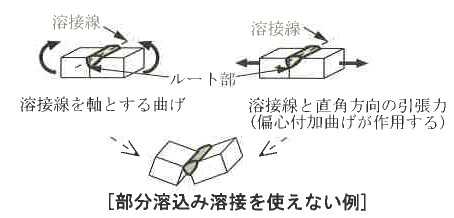 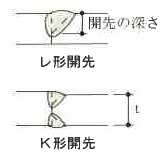 ⑪ 隅肉溶接の有効長さは、まわし溶接を含めた溶接の全長からすみ肉のサイズの2倍を減じたものとし、すみ肉のサイズの10倍以上かつ40㎜以上とする。構造計算に用いる隅肉溶接のサイズは、薄い方の母材の厚さ以下とする。隅肉溶接の有効のど厚は、隅肉のサイズの0.7倍。 ⑫ 側面隅肉溶接の有効長さが、すみ肉サイズの30倍を超えるときは、応力の不均等分布を考慮して許容応力度を低減する。 隅肉溶接が使用できる母材間の角度(Φ)の範囲は、60°<Φ<120° 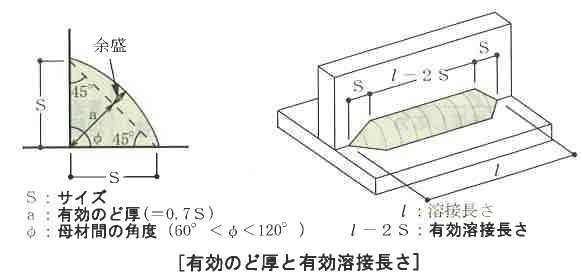 ⑬ 応力を伝達する重ね継手は、原則として、2列以上の隅肉溶接を用いる。重ね継手の隅肉溶接において、かど部で終わるものは、連続的にそのかどをまわして溶接(まわし溶接)する。 まわし溶接の長さは、隅肉サイズの2倍とする。 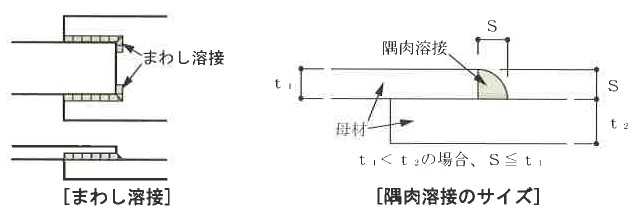 ⑭ スカラップは、溶接線の交差を避けるために設ける。ただし、応力集中によりスカラップ部分から破断する恐れがあるため、特殊な裏当て金によりスカラップを設けないノンスカラップ工法もある。 ⑮ 構造耐力上主要な部分の溶接は、板厚(薄板、中板、厚板)、溶接方法(アーク溶接、ガス溶接、裏当て金の有無)、溶接姿勢(下向き、立向き、横向き)により、日本溶接協会の認定した有資格者によって行う。 ⑯ 一つの継手に普通ボルトと溶接とを併用する場合は、ボルトには初期すべりがあるので全応力を溶接で負担する。 ⑰ 溶接部の非破壊検査には、内部の欠陥を調べる、超音波探傷試験、放射線透過試験があり、表面の欠陥には浸透探傷試験、磁粉探傷試験等がある。 ⑱ 予熱とは、低温割れの防止を目的として、板厚が厚い場合や気温が低い場合に行われ、溶接開始時の最低温度を確保し、規定温度を下回らないように管理する。 バス間温度とは溶接時の母材の温度であり、溶接時の入熱が大きくなると溶接部の強度が低下するため母材の温度が規定値より高くならないように管理する。 ⑲ 柱や梁の継ぎ手部分やトラス部材の接合部は、存在応力を十分に伝えるものとし、かつ、部材の許容耐力の1/2を超える耐力とする。箱型断面の柱を現場で接合する場合は、工場で取り付けた裏当て金を用いて、完全溶け込み溶接とする。 ⑳ 通しダイヤフラムと梁フランジとの突合せ溶接では、フランジは、通しダイヤフラムの厚みの内部で溶接しなければならないので、ダイヤフラムの板厚を梁フランジの板厚に比べて厚くする。 ㉑ 組み立て溶接のビードの長さは、ビードの長さが短いどショートビートとならないようにする。ショートビードは、冷却速度が速く、低温割れの危険が高い。ビードの長さは、板厚6㎜以下では30㎜以上、板厚6㎜超では40㎜以上とする。 ㉑ 溶接ひずみは、外観上及び機能上問題となり、残留応力は耐力上問題となるので、出来るだけ小さくなるように、設計上・製作上配慮しなければならない。(鉄骨工事技術指針・工場政策編) ㉒ 溶接によって既存構造部に対して増築または改修を行う場合、既存のリベット、高力ボルトは既存構造部の固定荷重を支えるものとして利用できる。それ以外の荷重は、すべて溶接に負担させる。(鋼構造設計規準) 溶接 2級 1 × 部溶込み溶接は、繰返応力の作用する箇所には使用できない。 誤り 2 × 隅肉溶接のサイズは、薄い方の母材の厚さ以下とする。 誤り 3 〇 応力を伝達する溶接継目は、完全溶け込み溶接、隅肉溶接、部分溶込み溶接に大別 される。 正しい 4 〇 完全溶け込み溶接の有効面積は、(溶接の有効長さ)×(有効のど厚)で算出する。 正しい 5 〇 完全溶け込み溶接は、すべての応力を伝達することができるので、全長にわたり断 続しないように溶接しなければならない。 正しい 6 〇 一つの継手に2種類以上の溶接を併用する場合、各溶接継目の許容耐力に応じて、 それぞれの応力の分担を決定することができる。 正しい 7 〇 応力を伝達する重ね継手は、原則として、2列以上の隅肉溶接を用いる。 正しい 8 〇 応力集中によりスカラップ部分から破断する恐れがあるため、特殊な裏当て金によ りスカラップを設けないノンスカラップ工法もある。 正しい 9 〇 完全溶け込み溶接(突合せ溶接)では、溶接の始端、終端部に生じやすい溶接欠陥 が、母材幅内に生じないようにエンドタブを設ける。 正しい 10 × 重ね継手の隅肉溶接において、かど部で終わるものは、連続的にそのかどをまわし て溶接(まわし溶接)する。 誤り 11 〇 側面隅肉溶接の有効長さが、すみ肉サイズの30倍を超えるときは、応力の不均等分 布を考慮して許容応力度を低減する。 正しい 12 〇 部分溶込み溶接は、せん断力のみを受ける場合及びのど断面に均等に引張力を受け る場合に使用できる。片面溶接で継目のルート部に溶接線を軸とする曲げ又は、荷 重の偏心による付加曲げによって生じる引張力が作用する場所には、使用できない。 正しい 13 〇 エンドタブは、応力伝達上問題がなければ、残したままとしてよい。 正しい 14 〇 異種鋼材を溶接する場合、接合部の耐力は、母材の許容応力度のうち、小さい方の 値を用いて計算する。 正しい 15 〇 構造耐力上主要な部分の溶接は、板厚、溶接方法、溶接姿勢により、日本溶接協会 の認定した有資格者によって行う。 正しい 16 〇 溶接継目の溶接部の有効断面(のど断面)に対する許容応力度は、溶接継ぎ目の形 式に応じて異なる値を用いる。 正しい 17 〇 溶接部の有効断面積=(溶接部の有効長さ)×(有効のど厚)にて求める。正しい 18 ○ 部分溶込み溶接は、せん断力のみを受ける場合及びのど断面に均等に引張力を受け る場合に使用できる。繰返応力の作用する箇所等には、使用できない。 正しい 19 ○ スカラップは、溶接線の交差を避けるために設ける。 正しい 20 ○ 完全溶け込み溶接で、鋼材の両面から行う場合(裏当て金を用いない場合)は、先 に溶接した面の裏側から溶接部分の第1層や、不良部分を削り落とす、裏はつりを 行った後に再溶接する。 正しい 21 × 溶接部の有効断面積=(溶接部の有効長さ)×(有効のど厚)にて求める。薄い方の 母材の厚さではない。 誤り 22 〇 隅肉溶接の長期引張許容応力度はF/1.5√3、突合せ溶接はF/1.5であり、1/√3倍で ある。 正しい 23 〇 部分溶込み溶接は、繰返応力の作用する箇所、片面溶接で継目のルート部に溶接線 を軸とする曲げ又は、荷重の偏心による付加曲げによって生じる引張力が作用する 場所には、使用できない。完全溶け込み溶接はすべてのか所で使用できる。正しい 24 〇 一つの継手に2種類以上の溶接を併用する場合、各溶接継目の許容耐力に応じて、 それぞれの応力の分担を決定することができる。 正しい 25 〇 応力集中によりスカラップ部分から破断する恐れがあるため、特殊な裏当て金に よりスカラップを設けないノンスカラップ工法が推奨されている。 正しい 26 〇 隅肉溶接の有効長さは、まわし溶接も含めた溶接の全長からすみ肉のサイズの2倍 を減じたものとし、すみ肉のサイズの10倍以上かつ40㎜以上とする。 正しい 27 × 溶接部の有効断面積=(溶接部の有効長さ)×(有効のど厚)にて求める。隅肉の サイズではない。 誤り 28 〇 短期許容応力度は長期許容応力度の1.5倍。 正しい 29 〇 隅肉溶接の有効のど厚は、隅肉のサイズの0.7倍。 正しい 30 〇 隅肉溶接の有効長さは、溶接の全長からすみ肉のサイズの2倍を減じたものとし、 すみ肉のサイズの10倍以上かつ40㎜以上とする。 正しい 31 〇 隅肉溶接が使用できる母材間の角度(Φ)の範囲は、60°<Φ<120°とする。 60°以下、120°以上は応力を負担させてはならない。 正しい 32 〇 重ね継手の隅肉溶接において、かど部で終わるものは、連続的にそのかどをまわし て溶接(まわし溶接)する。まわし溶接の長さは、隅肉サイズの2倍とする。 正しい 33 × 隅肉溶接の有効のど厚は、隅肉のサイズの0.7倍。 誤り 34 〇 部分溶込み溶接は、せん断力のみを受ける場合及びのど断面に均等に引張力を受け る場合に使用できる。片面溶接で継目のルート部に溶接線を軸とする曲げ又は、荷 重の偏心による付加曲げによって生じる引張力が作用する場所には、使用できない。 正しい 35 〇 隅肉溶接のサイズは、薄い方の母材の厚さ以下とする。 正しい 36 〇 一つの継手に普通ボルトと溶接とを併用する場合は、ボルトには初期すべりがある ので全応力を溶接で負担する。 正しい 溶接 1級 1 〇 隅肉溶接のサイズは、薄い方の母材の厚さ以下とする。 正しい 2 〇 部分溶込み溶接も完全溶け込み溶接も、どちらも突合せ溶接であり許容せん断応力 度は、長期でF/1.5√3、短期はF/√3で同じである。 正しい 3 × 溶接部の内部の欠陥を調べるには、超音波探傷試験、放射線透過試験が適している。 磁粉探傷試験は表面の欠陥を調べる場合に用いる。 誤り 4 〇 部分溶込み溶接は、片面溶接で継目のルート部に溶接線を軸とする曲げ又は、荷重 の偏心による付加曲げによって生じる引張力が作用する場所には、使用できない。 正しい 5 〇 予熱とは、低温割れの防止を目的として、板厚が厚い場合や気温が低い場合に行わ れ、溶接開始時の最低温度を確保し、規定温度を下回らないように管理する。 正しい 6 〇 溶接部の有効断面積=(溶接部の有効長さ)×(有効のど厚)にて求める。 正しい 7 〇 溶接継ぎ目ののど断面に対する長期許容せん断応力度は、突合せ、突合せ以外共に F/1.5√3で同じである。 正しい 8 〇 箱型断面の柱を現場で接合する場合は、工場で取り付けた裏当て金を用いて、完全 溶け込み溶接とする。 正しい 9 〇 溶接ひずみは、外観上及び機能上問題となり、残留応力は耐力上問題となるので、 出来るだけ小さくなるように、設計上・製作上配慮しなければならない。正しい 10 〇 隅肉溶接の有効長さは、まわし溶接を含めた溶接の全長からすみ肉のサイズの2倍 を減じたものとし、すみ肉のサイズの10倍以上かつ40㎜以上とする。 正しい 11 × 隅肉溶接ののど断面に対する短期許容応力度は、長期(F/1.5√3)×1.5倍となり、 F/√3となる。Fではない。 誤り 12 〇 溶接時の入熱が大きくなると溶接部の強度が低下するため、母材の温度が規定値よ り高くならないようにバス間温度を管理する。 正しい 13 〇 開先のある溶接には、溶接の始端、終端部に生じやすい溶接欠陥が、母材幅内に生 じないようにエンドタブを設ける。 正しい 14 〇 溶接によって既存構造部に対して増築または改修を行う場合、既存のリベット、高 力ボルトは既存構造部の固定荷重を支えるものとして利用できる。それ以外の荷重 は、すべて溶接に負担させる。 正しい 15 〇 応力集中によりスカラップ部分から破断する恐れがあるため、特殊な裏当て金によ りスカラップを設けないノンスカラップ工法が推奨されている。 正しい 16 1 〇 溶接金属は、溶着金属と溶接母材からなる。 正しい 2 〇 (a)部分は熱影響部であり、熱で組織等が変形を生じ、溶融していない母材 の部分。 正しい 3 〇 図の溶接は突合せ溶接であり、許容引張応力度(長期)はF/1.5、母材の許容 引張応力度と等しい。 正しい 4 × 設問の図はU型開先を持つ完全溶け込み溶接であり、記号は  設問の記号は両面肉溶接を示す。 17 〇 通しダイヤフラムと梁フランジとの突合せ溶接では、フランジは、通しダイヤフラ ムの厚みの内部で溶接しなければならない。 正しい 18 × 溶接時の入熱が大きくなると溶接部の強度が低下するため、母材の温度が規定値よ り高くならないようにパス間温度を管理する。 誤り 19 〇 被覆アーク溶接によるレ形又はK形開先部の部分溶込み溶接の場合は、開先底部ま で十分に溶込みが期待できないので、有効のど厚は、開先の深さより3㎜を差し引 いた値とする。 正しい 20 〇 組み立て溶接のビードの長さは、ビードの長さが短いどショートビートとならない ようにする。ショートビードは、冷却速度が速く、低温割れの危険が高い。 誤り 21 〇 溶接時の入熱が大きくなると溶接部の強度が低下するため、母材の温度が規定値よ り高くならないようにパス間温度を管理する。 正しい 22 〇 溶接継ぎ目ののど断面に対する長期許容せん断応力度は、完全溶け込み溶接(突合 せ)、隅肉溶接(突合せ以外)共にF/1.5√3で同じである。 正しい 23 〇 応力集中によりスカラップ部分から破断する恐れがあるため、特殊な裏当て金によ りスカラップを設けないノンスカラップ工法が推奨されている。 正しい 24 × 組み立て溶接のビードの長さは、ビードの長さが短いどショートビートとならない ようにする。ショートビードは、冷却速度が速く、低温割れの危険が高い。 誤り 25 × 異種鋼材を溶接する場合、接合部の耐力は、母材の許容応力度のうち、小さい方の 値を用いて計算する。 誤り 26 〇 完全溶け込み溶接(突合せ)と隅肉溶接(突合せ以外)の許容せん断応力度は、長 期(F/1.5√3)、短期(F/√3)共に同じである。 正しい 27 〇 エンドタブは、応力伝達上問題がなければ、残したままとしてよい。 正しい 28 × 低温割れの防止は、予熱で行う。パス間温度とは関係ない。 誤り 29 〇 突合せ溶接の溶接部の許容応力度は、母材と同じ値である。 正しい 30 〇 溶接時の入熱が大きくなると溶接部の強度が低下するため、母材の温度が規定値よ り高くならないようにパス間温度を管理する。 正しい 溶接に関しては、溶接形式による許容応力度の違い(表は覚えたいですね!)、3つの溶接の特徴、予熱とパス間温度の違いなどがよく出題されています。次回は、柱・梁等の各部材設計に入っていきます。 今日はこんな言葉です! 『何事もゆきづまれば、まず、自分のものの見方を変えることである。案外、人は無意識の中にも一つの見方に執して、他の見方のあることを忘れがちである。』(松下幸之助)
お気に入りの記事を「いいね!」で応援しよう
Last updated
Nov 1, 2022 03:31:04 PM
コメント(0) | コメントを書く
[建築士受験!!] カテゴリの最新記事
|
|




